Open Access is an initiative that aims to make scientific research freely available to all. To date our community has made over 100 million downloads. It’s based on principles of collaboration, unobstructed discovery, and, most importantly, scientific progression. As PhD students, we found it difficult to access the research we needed, so we decided to create a new Open Access publisher that levels the playing field for scientists across the world. How? By making research easy to access, and puts the academic needs of the researchers before the business interests of publishers.
We are a community of more than 103,000 authors and editors from 3,291 institutions spanning 160 countries, including Nobel Prize winners and some of the world’s most-cited researchers. Publishing on IntechOpen allows authors to earn citations and find new collaborators, meaning more people see your work not only from your own field of study, but from other related fields too.
The middle of the last century presents the beginning of a wide use of heat technologies for joining of the textile materials. Up to now, adhesive bonding/fusing of textile materials by application of heat and pressure during the determinate time has become a wide‐use technology for manufacturing numerous kinds of textile products, such as outdoor and sport garments, underwear, swimming suits, medical gowns, toys, and automotive seating fabrics. Fusing and welding technologies of textiles represent today a significant competition to traditional sewing, because the technological process is quick and energy efficient. The welding and fusing of textiles represent a great opportunity for providing a good performance as well as aesthetic appearance. New types of fusing/welding machines with high technological solutions regarding the functions, low energy consumptions, and environmental‐friendly effects are placed on the market. This chapter presents fusing, hot air and hot wedge welding techniques, suitable for joining of textile materials. The theoretical background and fundamental working principles of the equipment for each technology are presented in the first part of the chapter. Special attention is given to presentation of thermoplastic adhesives, textile substrates for fusible interlinings, and welding tapes. Next, the fusing/welding methods and their parameters are described, and the methods for quality evaluation of fused/welded panels are presented. The effect of fusing/welding parameters, selected methods depending on applied fabrics, fusible interlinings and welding tapes, and used fusing/welding machines are discussed separately. Factors effecting the quality of fused and hot air/wedge welded panels are supported with latest scientific findings. The advantages and disadvantages of the presented techniques are discussed together with the applications areas of each of the presented techniques. The new application opportunities are also highlighted at the end of the chapter.
Piraeus University of Applied Sciences (TEI Piraeus), Department of Textile Engineering, Athens, Greece
Senem Kurson Bahadir
Faculty of Textile Technologies and Design, İstanbul, Turkey
Dragana Grujić
University of Banja Luka, Faculty of Technology, Republic of Srpska, Bosnia and Herzegovina
Zoran Stjepanovič
University of Maribor, Faculty of Mechanical Engineering, Maribor, Slovenia
*Address all correspondence to: simonajevsnik@gmail.com
1. Introduction
Textile materials can be joined by sewing, fusing, and welding. Sewing is the oldest and also today most popular technology for joining the textile materials, when minimum two textile components are join together to reach the new two‐ or three‐dimensional shape of a textile product. Irrespective, if sewing is made by hand or sewing machine, the sewing thread and needle is needed to design, stitches, and seams. As the first application of permanently seamless connection of textile components can be considered the fusing of the fusible interfacing on backside of fabric to achieve more stiff part of a garment. Later, the welding technologies have become a significant competition to the sewing technologies. The first attempt of joining the textile materials in terms of seams without the sewing threads was done by hot air/wedge welding. That technology presents a milestone in manufacturing of seamless textile products because there were no yarn breakages during the sewing, no missed stitches, and seam puckering on produced textile products [1–4].
The wider use of welding technologies for textile applications can be traced from new millennium. First welding machines for commercial production of garments and technical textiles appeared in that time [5]. Since then welding has become widely used techniques for textile products, where we require special features and high functional utility, which include water permeability, resistance to pressure, wear and tear of seams, air permeability, and aesthetic appearance. In this group of textile, products are inflatable boats, protective and sports clothing, tents, truck awnings, bag filters, inflatable toys, etc. Hot air and wedge, ultrasonic, laser, and radio frequency technology can create the welded area [6, 7]. In comparison, the fusing technologies were first introduced on large scale in the 1950s and it became an integral part of clothing technology [4]. The highest development level of fusing the interning on textile materials has been detected at the end of the previous century, when a number of new types of fusible interlining and fusing machines were developed.
This chapter gives an overview of the basic principles of hot air/wedge and fusing technology as the most used seamless technologies. The theoretical background and fundamental working principles of both technologies is presented. The thermoplastic adhesives and textile substrates for fusible interlinings and welding tapes is discussed in a separate subchapter. Furthermore, the fusing/welding methods and their parameters in connection with the evaluation of end quality of fused/welded panels are presented with latest scientific findings. The advantages and disadvantages of the presented techniques using the real examples is discussed together with the certain application areas in terms of influences of fusing parameters on fused panel properties, properties of hot air welded seams, and e‐textile transmission lines.
2. The principles of joining the textiles using heat
The principle of joining the textiles is based on heat applied on textile components at defined pressure and time. For all of the technological processes to join textiles components by heat, irrespective of used equipment, and application area, are common [1, 7]:
heating elements; they can be in the form of a narrow bar, a wide rectangular platen or shaped iron, or a roller,
pressure application method, and
process control elements for controlling the fusing/welding procedures.
Different applications require different types of equipment; therefore, a variety of equipment can be used, such as [1, 7]:
flat‐bed press,
stationary press with molded buck/mold/form,
continuous fusing machines,
rotary machines with hot air or wedge.
According to the above‐mentioned backgrounds, the techniques for assembling the textiles using heat can be grouped into the following technologies: fusing, hot air/wedge welding, and ironing.
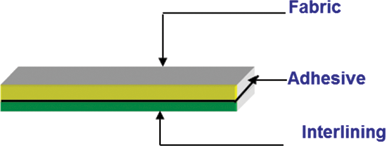
Figure 1.
Schematic presentation of a fused panel.
2.1. Fusing technologies
Fusing technologies were firstly introduced bonding technologies for joining the textile materials using heat. The fused panel arises during the fusing process as a joined composite between the fabrics and fusible interlining. During the fusing process, the fabric and fusible interlining are in contact with the heating elements. The applied pressure at the end of the fusing process provides the penetration of the thermoplastic adhesive into the fabric. The right balance among fusing temperature, time, and pressure is very important for the end quality of a fused joint between the fabric and fusible interring. Moreover, it also depends on the construction and raw material of the shell fabric as well as on the type and manner of coating the thermoplastic adhesive. The properties of a fused panel have specific values with respect to the shell fabrics and fusible interlinings [8, 9]. Therefore, it is not possible to add together mechanical properties of shell fabrics and fusible interlining; every fused panel must be analyzed separately [8, 10], Figure 1.
2.2. Hot air/wedge welding technologies
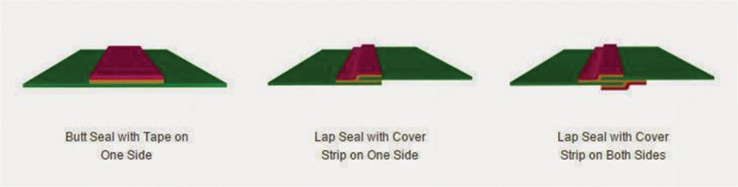
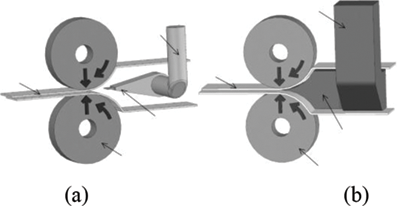
The heat technology based on hot air and wedge for joining the textiles is called welding. It is mainly applicable to fully or partially fabrics with thermoplastic components. They can be fibers or the fabric, a thermoplastic coating or a film. Hot air welding is used to thermally bond foils and textiles, where the delivery of the heat is not in the contact with the textile material. On the other side, in hot wedge welding, a small metal wedge is in the contact with fabric during the welding process [7, 11]. Hot air welding is applied to the hot melt adhesive, which is activated at precisely controlled temperature. Under applied pressure after the cooling phase, a strong bond is formed between the tape and the seam. Figure 2 presents the characteristic schematic presentation of hot air/wedge welded seams. Mainly those seams have water‐ and wind‐proof properties and if they are welded on the face side of the fabric, they can contribute to the design effect of a manufactured textile product.
Figure 2.
Schematic presentation of a hot air/wedge welded seams [12].
2.3. Ironing as welding technology
By ironing the temperature is controlled by a thermostat while pressure and time is mainly depending on operator. Wide range of ironing equipment can be used for joining the textiles by ironing. The maximum joining area should have the size of the flat of iron to get uniform joint between the textile layers [7].
3. The processing parameters for joining the textiles using heat
The joint between a minimum of two fabric layers can be made by applying the temperature and pressure at the prescribed time. Irrespective of the joining method and type of used machinery, the heat joining is controlled by four processing parameters: temperature, time, pressure, and cooling.
3.1. Temperature
The temperature presents a heat required to melt the adhesive coated on the fabric surface or synthetic fibers of used fabric. During the fusing process, the temperature of a heating plate and intermediate temperature between the fabrics to be joined together are both important. The intermediate temperature is the actual temperature, at which the adhesive begins to melt and penetrates into the structure of heat‐joined fabrics. The temperature of the heating plates is for 20–30°C higher than the intermediate temperature due to heat losses, which occur at the transition temperature of the heating plates of the material [8].
The temperature depends on the time of heating, the thickness of the fabrics, thermal conductivity, and the types of thermoplastics and used method for joining the textiles using heat.
The thermal sensitive paper strips or electromechanical calorimeters can be used for measuring the actual applied temperature in the joining process or for indicating the temperature during the calibration of machine settings, Figure 3 [13].
Figure 3.
Thermal sensitive paper strip for temperature control [13].
On the other side, the temperature of the air during hot air welding should be set according to used materials in order to melt properly the material at the joint area. The temperature has an important effect on the viscosity of the melt materials, therefore it should be carefully controlled. The temperature is controlled using a sensor in the wedge or in the air stream. The temperature set needs to be significantly higher (100–250°C) than the material melting point. Hot air systems typically allow operation at up to 600–750°C, hot wedge at up to 500°C. It is recommended to carry out tests at a range of temperatures in order to achieve the required joint performance. The ambient temperature of the working place or effects of the sun also have the effect on the optimal welding parameters [7].
3.2. Pressure
During heat joining of textiles the following types of the pressure can be applied: planar, linear, and combination of both. The pressure accelerates the transition of the thermoplastic adhesive into the textile structure in the joining procedure and provides the uniformity of joint parts. The pressure is dependent on the type of the used fabrics and type of the adhesive. The pressure must be constant during the process of fixing, as it enables uniform transition of thermoplastic adhesive in the process [7, 11].
3.3. Time
It is important that between the fabrics a suitable intermediate temperature is reached. This can be obtained by the manipulation of the time of heating at the constant temperature settings. The time depends on the type of adhesive, type and thickness of the fabric, its thermal conductivity, and the mutual action of pressure and temperature [7, 11].
3.4. Cooling
Cooling is a very important process at the end of the technological process. In praxis, two types of cooling can be applied. Cooling presents the time needed for stabilizing the inner microstructure of the heated textiles and adhesive resins. The most time consuming is living the assembles after heating on flat, horizontal area at least 24 h in the environmental temperature. The enforced cooling can be carried out by water‐cooled plates, forced‐air circulation, and vacuum. The assembly should be cooled in a horizontal plane [7, 11].
Fused panel can be manufactured either on a flat‐bed presses in static situation or conveyed continuously on a continuous fusing machine through a press in which they are heated, fused, and cooled without stopping.
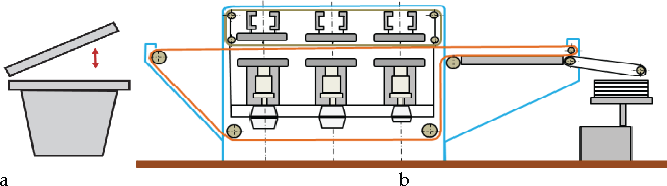
Flat‐bed press and continuous fusing machine are the basic types of fusing machines. Flat‐bed press is a static method whereby the assembly is fed or positioned onto the bottom plate and the head, or top plate, is closed onto the assembly. At the end of a fusing cycle, the assemblies are cooled and then removed. In comparison, the continuous fusing machine has an endless‐conveyor system for transporting the assemblies successively through the heating, pressure, and cooling stages, Figure 4.
Figure 4.
Flat‐bed press (a) and continuous fusing machine (b).
Modern high‐tech interlinings often have a small temperature range for optimal bonding. Consequently, exact temperature control is very important, therefore the company VEIT has developed a new, innovative heating control system, Figure 5. It is intergraded in FX Diamond continuous fusing machine [14]. The new control element measures the temperature directly at the belt and therefore reacts extremely fast to any changes. The preset temperature can be maintained at a constant level and be precisely controlled.
Figure 5.
Heating zone integrated in FX Diamond continuous fusing machine [14].
For materials, sensitive to pressure, a combination of FLEXO and standard pressure systems were integrated into the continuous fusing machine, Figure 6. The air‐filled FLEXO rollers offer flexibility as they adjust to the fabric thickness. Both FLEXO and standard pressure rollers operate independently from each other and allow continuous loading [14].
Figure 6.
FLEXO Double Pressure System DXT 1400L/1600 CFC [14].
4.2. Hot air/welding machines
In order to create a welded area by hot air a heat‐transfer mechanism is applied between two thermoplastic surfaces by shaped or perforated nozzle to deliver hot air to heat between fabric surfaces before they are pressed between driven rollers to apply pressure and complete the welding. Hot wedge welding uses an electrically heated wedge that contains one or more cartridge heaters. The drive rollers pull the fabric through the machine and press the heated surfaces together, Figure 7 [1].
Figure 7.
Hot air (a) and wedge (b) welding equipment [1].
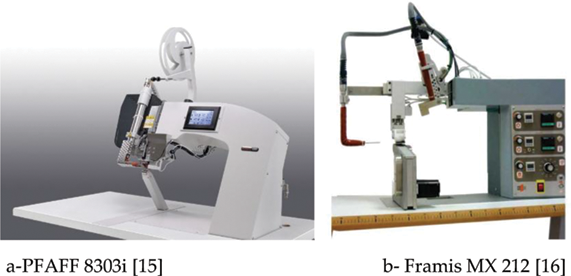
The Pfaff Industrial is a leader in manufacturing of machine for programmed seam sealing. The last model 8303i offers an increase in productivity of up to 20% compared with other taping machines, Figure 8a [15]. Manufacturer of welding machines and welding tapes company Framis [17] offers various welding machines for seamless joining and welding. Their trademark NoSo®, Figure 8b, heat bonding machines ensures depended on machine model raw cut edge for elasticated hem, raw cut edge with two sided adhesion tape for overlapped seams, folded edges in a single operation, seam sealing taping, decorative taping on open or finished garments, join of two fabrics where an adhesive tape has to have been applied between them.
Figure 8.
Hot air welding machines. (a) PFAFF 8303i [15] and (b) Framis MX 212 [16].
5. Materials, suitable for joining the textiles using heat
5.1. Fusible interlining
The term “fusible interlining” is generally defined as a base fabric having a deposit of thermoplastic adhesive resin, which can be bonded to another fabric by the application of heat and pressure. The purpose of fusible interlinings is to achieve better shape retention in the garment, particularly after laundering, increase strength and stability of the outer fabric, create a firm structure and improve the shape of the garment, add warmth, increase bulkiness, improve handling during sewing, improve the feel or crease resistance, as well as to give a better folded edge in the finished garment.
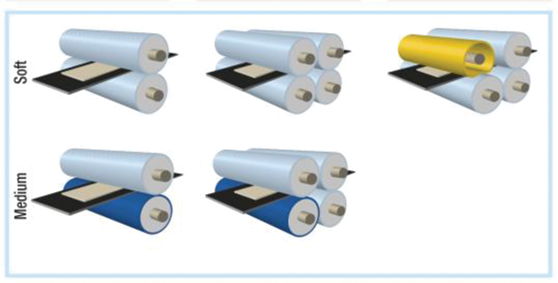
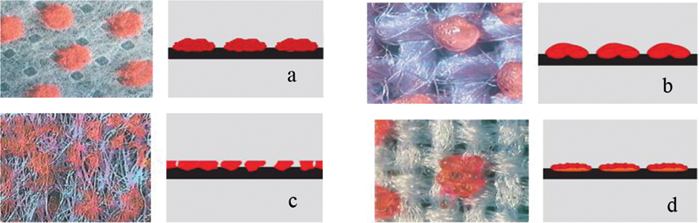
According to the structure, the support material of fusible interlining can be woven, knitted nonwoven. The thermoplastic adhesive is coating on the base fabric by the different kind of coating methods, Figure 9 [4, 17]. The end form can be scatter powder, powder print, paste print dot, and 3P dot‐process [13].
Figure 9.
The types of coated adhesive on base cloth or substrate [13].
For the paste print process, the adhesive polymer powder is mixed into an aqueous dispersion. This is applied with a rotation screen printing. The paste is forced through the preformation onto the interlining fabric. Afterward, the adhesive is dried, Figure 9a [13]. The 3P dot is a combination of the pate printing and powdering process, Figure 9b [13]. First, the paste dot is deposited onto the fabric, then the powder is scattered onto it. Afterward, the adhesive is dried and sintered. The underlying dot acts as a barrier in order to prevent the adhesive from penetrating into the interlining and direct it toward the outer fabric. In this way, the bond is optimized, difficult to fuse outer fabrics. The powder point process is a gravure printing process of adhesive onto the preheated interlining, Figure 9c [13]. In scatter powder process, the thermoplastic powder is drawn from a powder by a spiked roller. The adhesive is then heated with infra‐red heaters and bonded to the base material and flattened by pressing rollers, Figure 9d [13].
The fusible interlining has not only great influence on the hand value of a fused panel, but also on the aesthetic appearance, functionality, shape or model stability, as well as on the end use of the garment.
5.2. Welding tapes
Welding tape for textile purposes presents a textile material coated with an adhesive on one or two sides of a textile substrate. The adhesives can be supplied in a variety of forms, such as film, web, tape, multilayer, fabric backed and release film backed, and the width can be adjusted according to the application issues. They may also be preapplied to the fabric, i.e., substrate in the form of dots or nonwoven layer, or built into the structure of the fabric as a low melting point fiber among higher melting point material. The following adhesives are used for manufacturing of the welding tape (two/three‐layered) according to used raw material of the substrate [1]:
polyester fabrics—polyurethane, polyamide, polyolefin, and polyester‐based adhesive films,
polyamide (nylon) fabrics—some polyurethane films, polyamide, and polyester films,
acrylic fabrics—polyamide films,
acetate fabrics—some polyamide, polyester, and polyolefin films,
aramid fabrics – polyurethane films,
cotton fabrics—some polyurethane, polyamide, polyester, polyolefin, and vinyl films,
wool fabrics—some polyurethane, copolyester, and polyamide films,
elastic fabrics (containing lycra) —polyurethane and polyamide films have been designed that retain their elastic properties after the bonding process,
polyurethane foams—polyurethane and copolyester films,
PVC foams—polyurethane, polyester, and vinyl films,
polyethylene foams—polyolefin films.
The textile substrates can be woven, knitted, nonwoven fabric, or synthetic films, i.e., 100% polyamide or 100% polyurethane. According to the number of layers, the welding tapes are divided as follows:
one‐layered (synthetic film),
two‐layered (i.e., 1. layer‐synthetic film and 2. layer‐synthetic film), and
Welded seams manufactured by a welding tape coated on one side [16].
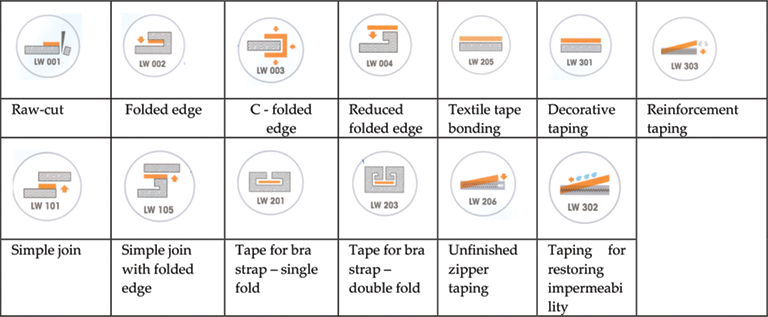
Mainly, the functions of the welding tapes are to cover and reinforce seams, as well as they can have also some decorative functions. Those welding tapes are extremely versatile and are used in a wide range of applications. Some of the welded seams are shown in Figure 10.
5.3. Selection of materials for joining the textile materials using heat
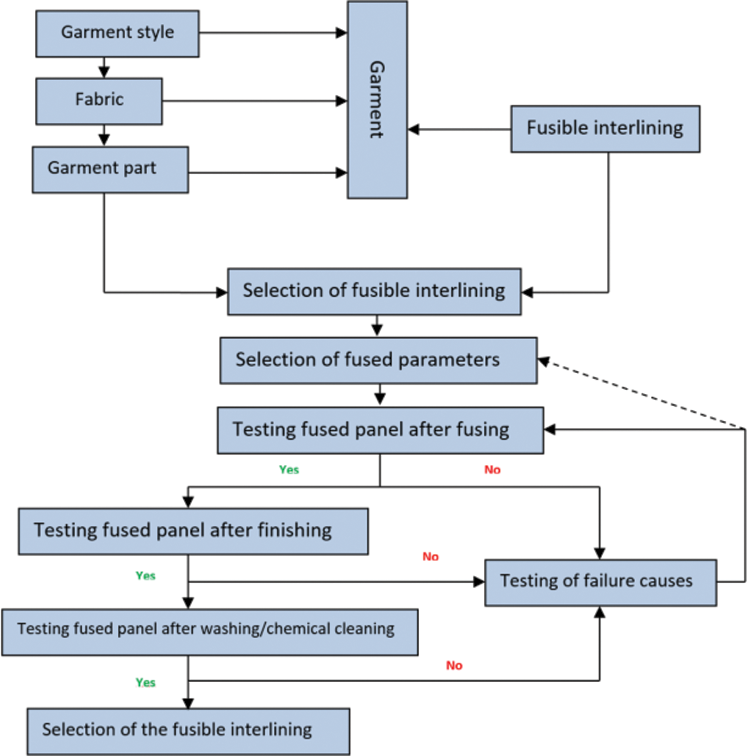
The selection of suitable materials for joining the textile materials using heat is mainly based on experiences of experts who use different nonuniform methods. The process of selection of fusible interlinings was thoroughly studied by Japanese authors [9], Figure 11.
Figure 11.
Systematic approach for selection of the fusible interlining.
Before any fusing process, it is necessary to perform the testing of a fused panel in order to determine if the resulting fused panel would meet the desired properties both during the manufacturing process and later during the application. The mentioned selection methodology can be also transformed for selection of the welding tapes, because the same characteristics of joins should be taken into account.
5.3.1. Selection of the fusible interlinings
To achieve the desired silhouette during the construction and planning of a garment, the kind and quality of both the shell fabric and the fusible interlining must be harmonized. The shell fabrics are chosen according to the fashion style of the garment, but the fusible interlinings are selected not only for the fashion style of the garment but also taking into account the type of the shell fabrics.
The quality of the fused panel can be determined on the basis of the bond strength, the visual appearance of the fused area, as well as the results of measurement of the mechanical and physical properties, such as tensile, bending and shear properties, formability and its dimensional stability under the process of fusing, and later after washing or chemical laundering [8]. Bond strength of the fused panel is determined by the force, required to separate the interlining and shell fabrics and is determinate by standard DIN 54310 [18]. The bond strength is the major parameter for quality estimation of the fused panel. The comparison of a bond strength of fused panel after fusing and chemical cleaning for six different fusible interlinings fused with the woolen fabric, suitable for upper garments, is shown in Table 1. Fusible interlinings differed regarding the raw material, weave, and type of the adhesive. Fabrics have had different surface fabric weight, weft and warp density, color, and weave.
Code of a fused panel
Bond strength/N/5 cm
After fusing process
After chemical cleaning
Minimum value
Maximum value
Minimum value
Maximum value
F‐M‐1
7.10
13.81
5.58
11.80
F‐M‐2
6.96
13.09
6.36
12.84
F‐M‐3
7.61
17.33
8.43
17.14
F‐M‐4
5.92
15.20
5.17
13.53
F‐M‐5
6.78
12.31
4.56
12.24
F‐M‐6
6.47
14.03
3.07
12.92
Table 1.
Comparison of bond strength of a fused panel after fusing and chemical cleaning.
It can be seen that the fusible interlining's structure influenced the bond strength after the fusing process and chemical cleaning. The bond strength is decreased after chemical cleaning irrespective of used fusible interlining. There may be several causes. During the chemical cleaning the garment is affected by different influences simultaneously or following one after another. The chemical cleaning process is combined with the following steps: cleaning clothes in the cleaning solution, followed by drying and ironing. The chemical solvent can affect the engorgement of fibers, thus the adhesion of fibers in the fabric is reduced to the thermoplastic adhesive of a fusible interlining. This results in decreasing of the bond strength [6]. The quality of the fused panel after dry cleaning is also reduced with the formation of blisters, longitudinal lines, and with the punching of the thermoplastic adhesive on the face side of a fabric [6]. The cause for occurrence of blistering can also be in the properties of the thermoplastic adhesive; they may not be resistant to the cleaning solution, or the fused parameters could be improperly selected, i.e., they could be too high or too low. The chemical cleaning machine operation can also reduce the bond strength of a fused panel because of the mechanical forces generated during the movement of the machine and thereby appeared friction among the treated garment.
The visual appearance of the garment is evaluated on the basis of visual appearance of the fused panel. The main influencing factors are breakthrough of the thermoplastic material through the surface of a shell fabric or interlining, changes in the surface structure of the shell fabric, and the moiré effect phenomena [6].
The presented facts have confirmed the importance of a suitable selection of all parameters that affect the fusing process. In general, the selection of an appropriate interlining can be defined on the basis of adjusting to:
basic characteristics, which determine the properties of certain interlinings in the process of stabilization and the end use, and
the mechanical properties of the fusible interlining with respect to the used shell fabric.
5.3.2. Example of selection of the fusible interlinings using machine learning
A system for automatic knowledge acquisition from a given set of examples presents an alternative way to build a knowledge base to determine the quality of a fused panel. The design of a knowledge base of an expert system is very challenging and responsible work because it must include the entire expert knowledge from the specific area [6, 19–22].
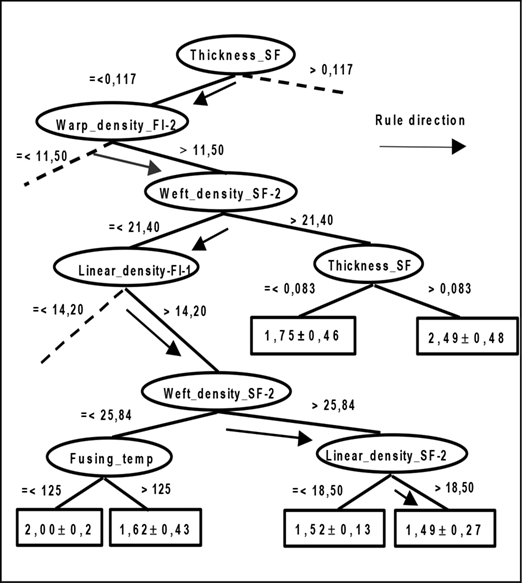
The studies have shown that machine learning from examples allows quick and systematic selection of fusible interlinings with regard to desired final mechanical properties of a fused panel [6]. For the operation of such a system, it is necessary to collect and systemize the data representing learning examples of which the rules are generated in the form of decision trees. The example of one of the constructed rules for predicting the formability of a fused panel based on 300 examples is shown in a part of the regression tree, Figure 12.
Figure 12.
One constructed rule in a part of a regression tree for predicting the formability of a fused panel in a weft direction.
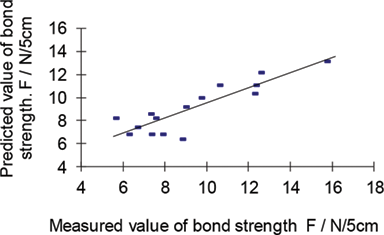
In the same way, it is possible to predict also mechanical and physical properties as well as bond strength of fused panel. The comparison between predicted and measured values of bond strength can be elaborated in the form of a linear coefficient of correlation. In the study [22], a very high correlation, 0.87, between the measured and predicted values has been found. Linear correlation coefficient is shown in Figure 13. Unfortunately, in the market there are no commercial software programs for selection of the fusible interlinings.
Figure 13.
Correlation between the measured and predicted values of bond strength.
5.3.3. Example of selection of welding tapes
The selection of a welding tape is based on the polymer or natural fiber type, type of textile fabric, tightness of the weave or knit, the weight of the substrate, the mechanical property requirements of the joint, and the environmental conditions of use. The welding parameters, such as the temperature of the hot air, velocity, pressure, and pressure of hot air should be balanced according to selected fabric, welding tape, and machine applied. The suitable selection of a welding tape is important in defining the quality, performance, feel, stretch, and longevity of the joint made. The selection procedure can be the same as for the selection of the fusible interlining [23]. The bond strength is valid for the prior parameter when welding tapes are selected. The influence of welding parameters on bond strength of welded samples is presented in Table 2.
Welding tape
Temperature (°C)
Speed (m/min)
Pressure (MPa)
Bond strength (N/5 cm)
WT
280
1.5
0.65
17.55
280
2.5
0.65
14.13
300
1.5
0.65
16.4
300
2.5
0.65
12.75
Table 2.
Bonding strength of welded samples.
First of all, the joint between the welding tape and fabric should be adjusted from the bonding strength point of view when hot air welding parameters are planned. The results have shown that samples welded at lower temperatures and high speeds have lower bond strengths. Hence, the bonding strengths were higher when the samples were exposed to slower welding processes irrespective of applied welding temperature. The bonding strengths of the welded transmission lines, which have the value of the bond strength within the range of 12.75–17.55 N/5 cm, represent the desired bond strength for applicable purposes, such as waterproof protection or for appropriate joining of different textile components together [23].
Hot air welding is mainly used in the healthcare and personal protective product sectors for making seams in nonwoven and coated nonwoven fabrics, also in welding of neoprene wet or dry suits. Hot wedge welding is used for joining heavy fabrics and films in outdoor applications, such as lining of swimming pools, reservoirs, and landfill sites [7]. On the other hand, fusing is mainly used for improving the shape and visual appearance of produced garments [24].
6.1. Drape properties of fused panels
The final form of a produced garment depends on the quality of the build‐in material and its construction requirements. The fused panel properties can be estimated subjectively or objectively after the garment is finished. Mainly, they are evaluated on the basis of mechanical properties, bond strength, and drapability. The drapability of the fabric is one of the most significant properties, which characterize the shape of a produced garment and its adaptation to the human body.
The drape parameters depend on construction parameters of a fabric, row materials, and steps of finishing processes of fabric manufacturing, as well as on fusing technology used for production of a garment. The interlining can change the fabric properties, such as stiffness and extension properties, hand, visual appearance of incorporated pattern of a garment regarding to the desired design requirements.
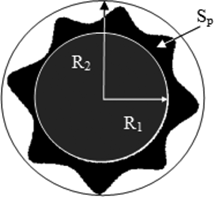
It is a ratio of a projected pleating fold area formed by a piece of fabric after draping under its own weight to the original area of this piece of fabric without draping. The higher the fabric drape coefficient, the lower the fabric drapability [25]. It is the percentage of the ring, between radius R1 of the fabric and radius R2 of the disc holding the fabric, which is covered by the projected shadow (Figure 14), and it can be determined by Cusick [25]:
CD=Sp−πR12πR22−πR12E1
Figure 14.
Determination of a drape coefficient.
where:
CD—drape coefficient,
Sp—projection area of draped specimen, mm2,
R1 ‐ radius of horizontal disk, mm,
R2—radius of nondeformed specimen, mm.
The interpretation of a drape coefficient value is connected with the number, form, amplitude and distribution of folds, and their positions according to weft and warp direction. The high value of drape coefficient means that the fabric is stiff and therefore it could be difficult to reform. Alternatively, low value of drape coefficient means easier reform and at the same time, better adaptation of fabric to the shape of cloth. The shape and number of folds depend on fullness and fabric stiffness. A fabric with higher stiffness has larger and wider folds and less stiff fabrics have narrower folds. Table 3 shows the drapability of some investigated fused panels [26].
Table 3.
The drapability of fused panels.
The presented results show that after the fusing process all the fused panels have higher value of drape coefficient in comparison with the shell fabric. The properties of a thermoplastic resin (type of adhesive, amount of adhesive) are the main reason for this effect, because the adhesive blocks up the moving of fabric threads in both warp and weft direction. The fusible interlining with stiffer properties have less nodes and the values of a drape coefficient are higher [26].
6.2. Seam properties of hot air welded multilayer materials
The seam properties of hot air welded multilayer materials will be discussed on the basis of the application of this technology in the shoe manufacturing process.
For tracking sport shoes inner part of shoes, i.e., inner sock is usually made from the multilayer, waterproof, and breathable materials. The seams of the inner sock should also provide enough smoothness to avoid the friction between the feet and shoes during the wearing. The multilayer material with the integrated waterproof layer such as SympaTex® or GoreTex® are the most frequently used materials. The traditional joining technique used for joining the multilayer waterproof material for the inner socks of the shoes was carried out in two steps in order to keep the waterproofness [27]. The multilayered fabrics were sewn by zig‐zag stitches with the predefined specifications. For sewing, a needle size 100 N m with the rounded point shape and waterproof sewing thread with fineness of 30 tex/3 S were used. The length and width of stitches were both 5 mm. In the second step, the seam was covered with a waterproof tape using the hot air welding technique. The waterproof tape has to be welded exactly on the middle (±1 mm) of the seam and during welding puckering of the membrane should be avoided. Next, the hot air welding was carried out at the following processing conditions: temperature of hot air was 365–380°C, the speed of welding was 2.5 m/min., the pressure of welding was 0.7 bar, the pressure between welding wheels was 2.5 bar, and the pressure of hot air blowing was 0.6 bar [27]. Table 4 presents the characteristics and visual appearance of a joining seam of a multilayered material for shoes.
Table 4.
The characteristics and visual appearance of a joining seam of a multilayer material for shoes.
From the point of shoe manufacturer view, all produced seams would reach the desired minimum of bond strength, which is between 10 in 20 N/5 cm. But the traditionally joined materials can reach even the strength of 562.5 N/5 cm [27].
The hot air welding parameters, particularly welding temperature and pressure, had influence on the seam thickness. Thus, the ideal seam thickness of the welded or joint area should be the same as the thickness of the multilayered fabric considering the comfort during the use of the shoes. In comparison, the traditional seams applied by the shoe manufacturer are thicker than the multilayered fabrics. Moreover, the seam stiffness is also higher than the multilayered fabric, therefore the used seam construction is not enough functional during the shoe wearing because the friction problem can appear. To avoid the above‐mentioned problems, the ultrasonic welding as the alternative technological process were proposed by Jevšnik et al. [27–29]. The first results have shown that that the stiffness of the traditional seams applied by the shoe manufacturer was higher than those of ultrasonic welded seams. However, the results have shown that ultrasonic welding damaged the water proof membrane and low thickness and high stiffness in seam areas of multilayered fabrics also appeared, which can be stated as disadvantages of ultrasonic welding for manufacturing the joints [27].
6.3. E‐textile transmission lines made using the hot air welding
Transmission lines built on electrical circuit to interconnect electrical elements, such as sensors, actuators, transistors, power sources for gathering sensitive information, monitor vital functions, and for sending information through the textile structure for further processing [1, 2, 23], can be obtained by different conductive yarns. Conductive yarns are either pure metal yarns or composites of metals and nonconductive textile materials, single or multiple strands, and mono‐ or multifilament. Nowadays, different integration methods for manufacturing the textile transmission lines by conductive yarns, such as woven, knitted, sewn, couched, e‐broidery, printed, and welded can be used. Use of the hot air welding presents new, very promising technology for manufacturing the e‐textile transmission lines [23, 30].
As mentioned above, the transmission lines can connect the electronic components integrated into textile materials. E‐textile transmission line manufacture by hot air welding technologies are composed of a base fabric and endless welding tape with integrated conductive yarn. The conductive yarn is positioned on the base fabric and therefore hidden between the fabric and welding tape, Figure 15.
Figure 15.
Schematic diagram and real photo of a hot air welded transmission line.
The base fabric can be any fabric based on natural or synthetic raw material composition. According to the kind of base fabric and function of textile products, welding tape and hot air welding parameters were selected. For total protection of the conductive yarn, it is recommended that the welding tape is waterproof and resistance against the friction and other mechanical loads. From the functional point of view, for example, if the smart garment will have protection or sports function, it is also recommended that breathability and windproof properties are considered.
Providing the suitable quality of hot air welded transmission lines, the optimization process of selection of the suitable welding tape and conductive yarn, as well as welding parameters should be very careful planned. The optimization process can be divided into three steps. In the first step, the linear electrical resistance and signal transmission noise of the conductive yarn after welding parameters should be tested. The hot air welding parameters have unpredictable influence on the linear electrical resistance and signal transmission noise [23], therefore very precise tests under standard environmental condition should be carried out to avoid the problems with the electrical components later. In the second step, the bond strength between the welding tape and base fabric should necessary be evaluated. It is recommended that the bond strength is higher than 10 N/5 cm when the tape and fabric can be smoothly divided [23]. In the literature, it has been reported that bonding problem can appear when Teflon and silicon finishes are used [3]. It is also mentioned that since some dyestuffs react differently to heat, therefore they may affect bond strength of the welded fabrics, above all when darker colors are used [3]. If all above‐mentioned parameters reach satisfactory results, in the thread step we should evaluated the mechanical properties and visual appearance of welded transmission lines. Kurson Bahadir et al. [23] were studied the influence welding parameters on properties of e‐textile transmission lines manufactured with seven different conductive yarns (four stainless steel and three silver‐coated PA) under following hot air welding condition, Table 5.
Temperature (T/°C)
Velocity (v/m min‐1)
Pressure (p/bar)
Weld set 1
350
2.5
6.5
Weld set 2
450
2.5
6.5
Weld set 3
350
1.5
6.5
Table 5.
Welding parameters for manufacturing e‐textile transmission lines.
The researchers tested the influence of hot air welding parameters on textile transmission lines from different aspects, as will be presented in the next sections. The presented studies have confirmed that hot air welding techniques can be suitable for constructing reliable and durable transmission lines. The investigation tests have shown that beside the suitable selected welding tape, conductive yarns, and base fabrics also the suitable welding parameters taking into account the applied materials need to be carefully controlled.
6.3.1. Influence of the welding parameters on conductivity of e‐textile transmission lines
The linear resistances of the welded conductive yarns according to the defined welding sets (Table 5) are presented in Table 6.
Table 6 illustrates the changes in the linear resistances of conductive yarns when subjected to welding processes. Mainly, if the temperature increases, the linear resistances of the conductive yarns decrease for both stainless steel and silver‐coated polyamide yarns in comparison with the original linear resistance of stainless steel and silver coated yarns. The decrease of conductivity is smaller for stainless steel yarns then for silver‐coated polyamide yarns. As the temperature increases the conductivities of the welded conductive yarns, those having conductivity values of less than 70 Ω/m, remain almost at the same values. However, the linear resistance of the yarn silver‐coated polyamide (yarn no. 6) dramatically increases from 420 Ω/m (see Table 1) to 524 Ω/m when the temperature increased. In case of increasing the temperature when using the silver‐coated polyamide yarn (yarn no. 7), the transmission line could not be formed because the welding parameters damaged the yarn and the conductivity was interrupted. The reason for this is melting of the coated polyamide fibers at the interface, which led to failure of the transmission line [23].
Yarn no.
Reference
Weld set 1
Weld set 2
Weld set 3
1
<12
12.33
12.00
12.33
2
<25
25.00
25.00
25.67
3
<35
30.67
33.33
34.00
4
<70
69.00
69.67
70.67
5
<50
50.33
52.00
52.40
6
<420
507.33
524.33
592.00
7
<2000
3003.33
*
3046.67
Table 6.
Linear resistances of welded conductive yarns (Ώ/m).
*Indicates that no seam was formed; therefore, no result was obtained.
6.3.2. Influence of the welding parameters on signal transference capabilities of e‐textile transmission lines
It was found out that the signal amplitudes of the welded conductive yarns were slightly higher than their reference values after hot welding process, Figure 16. It can be clearly seen that the samples within the weld set 3 (T = 350 °C; v = 1.5 m/min; p = 6.5 bar), obtained higher SNR values [23].
Figure 16.
Comparison of SNR values of welded samples (weld set 1: T = 350°C, v = 2.5 m/min, p = 6.5 bar; weld set 2: T = 450°C, v = 2.5 m/min, p = 6.5 bar; weld set 3: T = 350°C, v = 1.5 m/min, p = 6.5 bar).
Moreover, it is also evident that after the welding processes the SNR values of the silver‐coated polyamide yarns (yarn no. 5, yarn no. 6, and yarn no. 7) were higher than in stainless steel yarns (yarn no. 1, yarn no. 2, yarn no.3, and yarn no. 4). In other words, after the welding processes those transmission lines made of silver‐coated polyamide conductive yarns showed better signal transference capabilities compared with those transmission lines made of stainless steel conductive yarns.
6.3.3. Influence of the welding parameters on visual appearance of e‐textile transmission lines
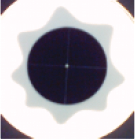
The visual appearance of welded e‐textile transmission lines plays an important role when the transmission line should be integrated on the face side of the product. From the functionality point of view, it is recommended that the transmission lines are integrated between the layers of garment in order to be protected against the mechanical damages. The investigations have shown that the visual appearance in terms of visibility of conductive yarns trough out of welding tape, and puckering of the welding tape around the conductive yarns after welding are the most frequently appearing phenomena. Those parameters are important for the final quality of the manufactured product [22, 30].
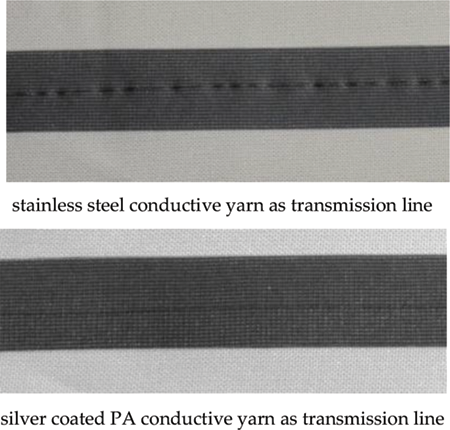
The visibility of conductive yarns after hot air welding depend on used thickness and twisting of conductive yarns, as well as on thickness of the welding tape. Figure 15 shows the visibility of conductive yarns when three‐layer welding tape and two different conductive yarns are used, i.e., stainless steel and silver‐coated PA. Due to three‐layer construction of the welding tape, it thoroughly overlaps the structure of the used conductive yarns in terms of visibility after the welding processes irrespective of the selected welding parameters. Thus, stainless steel conductive yarn (yarn no. 1, Table 4) despite of diameter 315 µm is slightly visible, while the silver‐coated PA conductive yarns (Table 4) are after welding processes completely invisible because they are thinner and with less twists.
Figure 17.
Estimation of a visual appearance of welded samples.
The puckering phenomena were observed after all welding processes with stainless steel conductive yarns where thinner welding tapes are used, Figure 17 [30]. The stainless steel yarn is stiffer with higher twisting ratio and weight in comparison of PA‐coated silver yarns. To sum up, the visual appearance of the welded transmission lines mainly depends on the selected conductive yarn properties and textile materials for layers rather than the selected welding parameters.
Today, the textiles materials are involved almost in all areas of products. We require from the textile products special features and high functional utility, which include water permeability, resistance to pressure, wear and tear or seams, air permeability, and aesthetic appearance. For more demanding products, such as inflatable boats, protective and sports clothing, etc., the traditional sewing methods no longer meet the technical requirements for joining the garment parts nor the aesthetic appearance of the products. The textiles materials, methods, machinery, and adhesives necessary for the heat joining such as fusing and hot air welding apparel seams are today more and more involved in the commercial market.
In comparison with the hot air welding, the fusing technology has much longer tradition. In fact, the main purpose of fusing is to improve the aesthetic appearance of a garment, as well as to simplify the garment manufacturing process. Further, hot air welding represents today a significant competition to the traditional sewing and becomes one of the most important technologies in the production of various functional and nonconventional textiles. It will be even more important in the future. The hot air welding provides faster production, low waste material, and it is energy‐efficient, therefore it is expected that the merged parts in textile end‐products should completely meet the users’ expectations.
Besides fusing and hot air welding for seamlessly joining the textile materials, we can also use other welding techniques, such as laser, ultrasound, warm air, and high‐frequency welding. The selection of a welding technique depends on the function of the final product, type of material used, and the desired quality of welded joints. To summarize, welding of textile materials has a significant potential for manufacturing of textile products of the future.
The study, described in this chapter, relates to the project, which has received funding from the European Union's Horizon 2020 research and innovation program under the Marie Sklodowska‐Curie grant agreement no. 644268, project title: Welding of E‐Textiles for Interactive Clothing‐E‐TexWeld.
References
1.Jones I: The use of heat sealing, hot air, and hot wedge to join textile materials. Joining textiles. Stylious G (Ed.), Principle and Application. 1st ed. Woodhead Publishing, Cambridge, 2013, pp. 355–373, DOI: 10.1533/9780857093967.3.355.
2.Jevšnik S, Stjepanovič Z, Rudolf A, Eryürük, Kalaoglu F, Kraner Zrim P, Rijvec T: The characteristics of welded seams using high quality textile materials. 8th International Conference Textile Science, TEXSCI’13, Technical University of Liberec, 2013, pp. 1–7.
3.Shishoo R: The Global Textile and Clothing Industry, 1st ed. Padstow, Cornwall, 2012, 204 p., DOI: 10.1533/9780857095626.
4.Cooklin G: Fusing Technology, 1st ed. Textile Institute, Manchester, 1990, 94 p.
5.Jevšnik S, Vuherer T, Gotlih K: Imb 2006 - The future lies in innovation - sewing without thread and sewing needle. Tekstilec, 49, 7/9: pp. 127–132.
6.Jevšnik S: The effect of the temperature on the bond strength and durability of fused panel. Symposium of clothing engineering ‘98, Maribor, 1998, p. 75-82.
7.Jones I, Stylios GK: Joining Textile, Principle and Application. 1st ed. Philadelphia: Woodhead Publishing Series in Textiles, 2013, 594 p. DOI: 10.1016/b978‐1‐84569‐627‐6.50022‐6.
8.Jevšnik S: Selection of fusible interlining and prediction of properties of fused part of clothing with system for automatic knowledge. Master thesis, University of Maribor, Maribor, 1999.
9.Wang Y, Chen DS, Chen H, Wang WZ: Study on fusible interlining shrinkage rates of garment materials, Materials Research Innovations, 2014, 19, sup 6, pp. S6‐85–S6‐88.
10.Jevšnik S: Predicting mechanical properties of fused panel. Fibres & Textiles in Eastern Europe, 2000, 8, 2, pp. 54–56.
11.Prabir J: Assembling technologies for functional garments—an overview. Indian Journal of Fibre & Textile Research, 2011, 36: pp. 380–387.
12.Jiang B: Hot air inflatable boats welding machine, [Internet] Available from: http://www.sewingtechnology.blogspot.com [Accessed: 2016‐11‐2].
13.Vilene Fusing Guide, Freudenberg, Weinheim, 1999, 57 p.
14.[Internet]. Available from: http://www.veit.de/fileadmin/user_upload/pdfs/pdf/ produkte/prospekte/englisch/Overview_Fusing_Machine_FX_e2.pdf [Accessed: 2016‐11‐2].
15.Pfaff Industrial, [Internet]. Available from: http://www.pfaff-industrial.com/en/applications/schweissen?set_language=en [Accessed: 2016‐11‐2].
16.Framis Italia, [Internet]. Available from: http://www.framis.it/termosaldatrici-per-produzioni-industriali/eng// [Accessed: 2016‐11‐2].
17.Laković, M, Soljačić, I: Thermoplastic resins of fusible interlining for front fusing. Tekstil, 1985, 34, 6, pp. 395–406.
18.DIN 54310: Testing of textiles; delamination of fusible interlinings from upper fabrics, mechanical delamination test. German Institute for Standardization e.V., Berlin, Köln, 1980.
19.Stjepanovič Z, Strah H: Selection of suitable sewing needle using machine learning techniques. International Journal of Clothing Science and Technology, 1998, 10, 3/4: pp. 209–218.
20.Stjepanovič Z, Jezernik A, Nikolić M, Karalič A: A knowledge based system for prediction of quality properties of polyester/cotton yarns. Fibres & Textiles in Eastern Europe, 1998, 1, 1: pp. 39–41.
21.Stjepanovič Z, Jezernik A, Nikolić M: Machine learning from examples for effective yarn engineering. Applied Informatics: Proceedings of the Fourteenth IASTED International Conference, held in Insbruck, Austria, 1996. Anaheim, 1996, pp. 74–76.
22.Jevšnik S: Using inductive learning to predict the mechanical properties of the fused panel. Annals of DAAAM for 1999 & Proceedings of the 10th International DAAAM Symposium, 1999, Vienna, pp. 233–234.
23.Kursun Bahadir S, Kalaoglu F, Jevšnik S: The use of hot air welding technologies for manufacturing e‐textile transmission lines. Fibers and Polymers, 2015; 16, 6: pp. 1384–1394, DOI: 10.1007/s12221‐015‐1384‐z.
24.Xin L, Gui LW: Influence of fusible interlining on draping modeling ability of fabrics, Applied Mechanics and Materials, 2014, 685: pp. 72–75.
25.Cusick GE: The dependence of fabric drape on bending and shear stiffness. Journal of Textile Institute, 1965 56, 11: pp. 596–606.
26.Jevšnik S, Rudolf A, Kreševič Vraz S, Stjepanović Z, Saricam C, KalaoğluF: Drapability—parameter for aesthetic appearance of garment. Second scientific-professional meeting with the international participation. “Development tendency in textile industry — Design, Technology and Management, 2010, Beograd, pp. 76–80.
27.Jevšnik S, Eryürük SH, Kalaoğlu F, Karagüzel Kayaoğlu B, Komárková P, Golombikova V, Stjepanović Z: Seam properties of ultrasonic welded multilayered textile materials. Journal of Industrial Textiles, 2015, pp. 1–19.
28.Violleau E: Ultrasonic welding for composite materials. Composites Magazine 2014; 87: pp. 92–95.
29.Eryürük SH, Karagüzel Kayaoğlu B, Kalaoğlu F, Jevšnik S, Stjepanović Z, Rudolf A, Rijavec T: Ultrasonic welding of technical textile components used in cold weather shoes. 4th ITMC International Conference, Proceedings Book. Roubaix: Ensait, 2013, pp. 109–114.
30.Jevšnik S, Kalaoğlu F, Kursun Bahadir S: Quality assessment of hot air welded e‐textile transmission lines. 5th International Istanbul Textile Congress 2015: Innovative Technologies “Inspire to Innovate”, 2015, Istanbul: Istanbul Technical University, Faculty of Textile Technologies and Design, 2015.